Preventing Runaway Reactions in Multipurpose API Manufacturing Facilities
Introduction
Modern pharmaceutical manufacturing facilities are increasingly designed as multipurpose plants capable of producing multiple Active Pharmaceutical Ingredients (APIs) using the same reactors, centrifuges, dryers, filters, and solvent recovery systems.
While multipurpose facilities improve equipment utilization and reduce capital investment, they introduce significant process safety challenges. A reactor that safely manufactures one product may become hazardous when processing a completely different chemistry.
Without proper understanding of reaction kinetics, thermal hazards, equipment limitations, and process safety controls, minor deviations can rapidly escalate into catastrophic runaway reactions.
What is a Runaway Reaction?
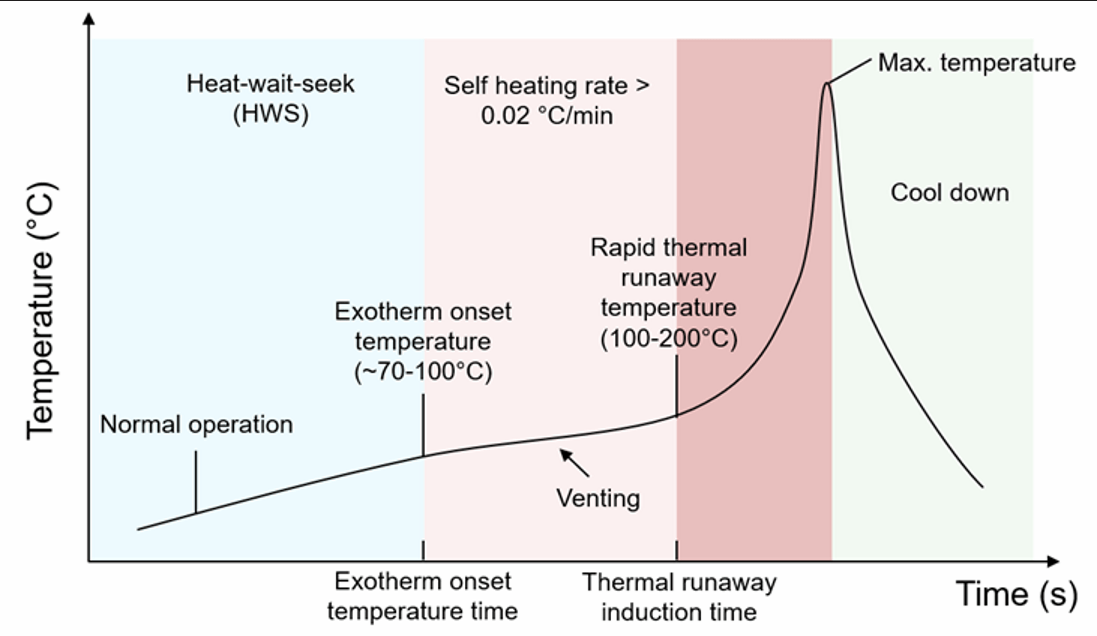
A runaway reaction occurs when:
Heat Generation Rate > Heat Removal Rate
As temperature increases:
- Reaction rate increases
- Heat generation increases
- Temperature rises further
- Pressure generation accelerates
This creates a self-accelerating cycle that can lead to:
- Reactor overpressure
- Toxic gas release
- Relief device activation
- Vessel rupture
- Fire or explosion
For pharmaceutical manufacturing facilities, understanding thermal hazards is critical before scaling any process from laboratory to production scale.
Why Multipurpose API Facilities are More Vulnerable
A single production reactor may be used for:
- Hydrogenation
- Bromination
- Nitration
- Amidation
- Esterification
- Oxidation
- Palladium-catalyzed coupling reactions
Each chemistry has unique:
- Heat release characteristics
- Reaction kinetics
- Cooling requirements
- Pressure generation potential
- Catalyst sensitivities
The challenge becomes even greater when facilities manufacture multiple products using common equipment.
Common Causes of Runaway Reactions in API Manufacturing
1. Incorrect Reactant Addition
Many pharmaceutical reactions are intentionally controlled through slow dosing of reactive materials.
Examples:
- Acid additions
- Base additions
- Hydrogen dosing
- Catalyst additions
- Oxidant additions
If a reactant is added too quickly, excessive heat may be generated beyond the cooling capacity of the reactor.
Engineering Controls
- Automated dosing systems
- Flow interlocks
- Batch recipe management
- Independent high-temperature shutdown
2. Hydrogenation Process Hazards
Hydrogenation is one of the most common operations in pharmaceutical manufacturing.
Typical hazards include:
- Hydrogen accumulation
- Catalyst ignition
- Rapid heat generation
- Pressure excursions
A hydrogenation reactor operating at 20–50 barg can quickly become hazardous if hydrogen feed continues during cooling system failure.
Recommended Safeguards
- High pressure trip
- High temperature trip
- Hydrogen flow shutdown
- Emergency nitrogen inerting
- Rupture disc protection
3. Agitation Failure
Many reactions depend on agitation to maintain:
- Uniform temperature
- Uniform concentration
- Efficient heat transfer
Agitator failure can create localized hot spots that initiate decomposition or accelerated reactions.
Particular concern exists for:
- High viscosity reactions
- Slurry systems
- Palladium catalyst processes
- Crystallization operations
Prevention Measures
- Agitator running permissive
- Torque monitoring
- Motor overload protection
- Preventive maintenance
4. Reactant Accumulation
Semi-batch reactions are common in pharmaceutical production.
When reactant feed exceeds consumption rate:
- Reactant accumulates inside the reactor
- Stored chemical energy increases
- Small temperature changes can trigger rapid heat release
Examples include:
- Nitration reactions
- Chlorination reactions
- Organometallic chemistry
Engineering Controls
- Feed ratio monitoring
- Calorimetry-based feed rates
- MTSR calculations
- Automated dosing systems
5. Loss of Cooling
Cooling system failures remain one of the most frequent contributors to thermal incidents.
Potential causes:
- Chiller trip
- Cooling water interruption
- Control valve malfunction
- Utility failure
Without adequate cooling capacity, reactor temperature can increase rapidly.
Protection Layers
- Redundant cooling systems
- Emergency quench systems
- Independent temperature monitoring
- SIS shutdown systems
Process Safety Data Required Before Scale-Up
Before commercial manufacturing, every API process should undergo thermal hazard evaluation.
Reaction Calorimetry
Determines:
- Heat of reaction
- Adiabatic temperature rise
- Heat generation rate
- MTSR
Thermal Stability Studies
Using:
- DSC
- ARC
- Phi-Tec
- TAM
Evaluates:
- Decomposition onset temperature
- Stability limits
- Energy release potential
Powder Safety Testing
For drying and solid handling operations:
- MIE
- MEC
- Kst
- Pmax
These studies are essential to define safe operating conditions.
Importance of Technology Transfer Packages
A robust Technology Transfer Package (TTP) should include:
Process Information
- Process Flow Diagrams
- P&IDs
- Batch Manufacturing Process
Safety Information
- MTSR
- Maximum allowable temperature
- Cooling requirements
- Vent sizing basis
Equipment Requirements
- Reactor sizing
- Heat transfer area
- Agitator requirements
- Utility loads
Emergency Controls
- Interlocks
- Shutdown logic
- Relief systems
- Scrubber requirements
A complete TTP significantly reduces risk during scale-up and commercialization.
Role of Automation in Preventing Runaway Reactions
Modern pharmaceutical facilities increasingly rely on automation to improve safety.
Automated Safety Functions
- High temperature shutdown
- High pressure shutdown
- Dosing control
- Utility monitoring
- Emergency cooling activation
Automation provides faster response times than manual intervention and significantly reduces the probability of operator error.
Case Study: Hydrogenation Scale-Up
A laboratory hydrogenation process was successfully operated in a 5 L reactor.
During scale-up to a 5000 L production reactor, engineers identified that:
- Heat generation increased significantly
- Cooling capacity per unit volume decreased
- Hydrogen uptake rate was much higher than expected
The process was redesigned by:
- Reducing hydrogen feed rate
- Improving agitation
- Installing automated interlocks
- Implementing emergency cooling
The project was successfully commercialized without safety incidents.
Best Practices for API Manufacturers
Engineering Controls
✔ Automated dosing systems
✔ Independent temperature shutdown
✔ Pressure relief devices
✔ Nitrogen inerting
✔ Emergency cooling systems
✔ Vent scrubbers
Process Safety Controls
✔ HAZOP
✔ PHA
✔ LOPA
✔ MOC
✔ PSSR
✔ Operator training
Technology Transfer Controls
✔ Calorimetry review
✔ Scale-up review
✔ Equipment qualification
✔ Process validation
Conclusion
Runaway reactions remain one of the most serious hazards in pharmaceutical manufacturing.
As facilities increasingly adopt multipurpose manufacturing strategies, understanding reaction kinetics, thermal hazards, process safety data, and equipment limitations becomes essential.
Successful commercialization requires more than achieving product quality—it requires ensuring that the process remains inherently safe throughout laboratory development, pilot scale, and commercial manufacturing.
Through proper reaction calorimetry, technology transfer, automation, process safety management, and engineering design, pharmaceutical manufacturers can significantly reduce the likelihood of runaway reaction incidents and achieve safe, reliable production.